數控(kòng)銑打機首(shǒu)先是一款(kuǎn)應用于軸(zhou)件批量生(sheng)産的首工(gong)序中軸件(jian)銑端面打(da)中心孔工(gōng)藝的專用(yong)機床,在軸(zhou)🔞件批量生(sheng)産中具有(yǒu)非常重要(yào)的作用嗎(ma),是友🔴泰機(jī)床在原有(yǒu)🔞機型的🐕基(ji)礎上,多年(nián)跟蹤客戶(hù),優化原有(yǒu)機床🏃♀️床身(shen)的基礎上(shàng),根據想現(xian)有加🐉工工(gōng)藝重新設(shè)計的一款(kuǎn)通過通過(guò)數字信息(xī),控制機床(chuang)按給⚽定的(de)運動軌迹(jì)💛,進行自動(dòng)加工🐪的機(jī)電一體化(huà)🏃🏻♂️的加㊙️工裝(zhuāng)備。數控銑(xi)打機由數(shu)控裝置、床(chuáng)身、主軸箱(xiang)、液壓夾具(ju)系統、液壓(yā)系統、冷卻(que)系統、潤滑(huá)系統、排屑(xiè)器等部分(fèn)組成。經過(guò)10多年的發(fā)展,已是現(xiàn)代軸件制(zhì)造業的重(zhong)要标志之(zhī)一,在我國(guó)制造業中(zhōng),數控機床(chuang)的應🏃♀️用也(yě)越來越廣(guang)泛,是一個(ge)企業綜合(hé)實力的體(ti)現。
數控銑(xǐ)打機具有(yǒu)高精度、高(gāo)效率、高柔(rou)性這“三高(gao)”的🈚自動🌈化(hua)機床,使用(yòng)數控銑打(dǎ)機可以提(tí)高軸件加(jia)工效益❗,創(chuang)造更多的(de)價值,數控(kong)銑打機的(de)出現使企(qǐ)業擺脫了(le)👌那落後的(de)軸件加工(gōng)技術,加工(gōng)👄工藝,加工(gong)的工藝與(yu)普通車床(chuang)的加工工(gōng)藝㊙️類似,但(dàn)由于數控(kong)銑✊打機是(shì)一次🌂裝夾(jia),連續自動(dong)加工完成(chéng)軸件的兩(liang)端的定位(wèi)基準,為下(xia)工序提供(gong)更🎯加貼合(he)實際加工(gong)的标準工(gōng)件,首先節(jie)省了銑端(duan)面打中心(xin)孔工藝的(de)加工節拍(pai),其次節省(shěng)了下面各(ge)個工序因(yīn)裝夾基準(zhǔn)不統一造(zao)成的工時(shi)浪費🏃♂️,對軸(zhóu)件小批量(liang)多批次加(jiā)工以及軸(zhóu)件大批量(liàng)單批次加(jia)工特别明(ming)顯。
數控銑(xǐ)打機“三高(gao)”的體現
加(jiā)工精度高(gao),數控銑打(da)機的加工(gōng)精度一般(ban)可達0.05,由于(yu)數控銑打(dǎ)機是按數(shù)字信号形(xing)式控制的(de),數控裝置(zhi)每輸出一(yī)脈沖信号(hào),則機床移(yí)動部件移(yi)動一具💰脈(mò)沖當量(一(yi)般為0.001MM),而且(qiě)機床進給(gei)傳動鍊的(de)反向間隙(xì)與絲杆螺(luo)距平均誤(wu)差可由數(shu)控裝置進(jin)行曲補償(chang),因此,該機(jī)床定位精(jing)度☁️比較高(gāo)。
生産率高(gao)
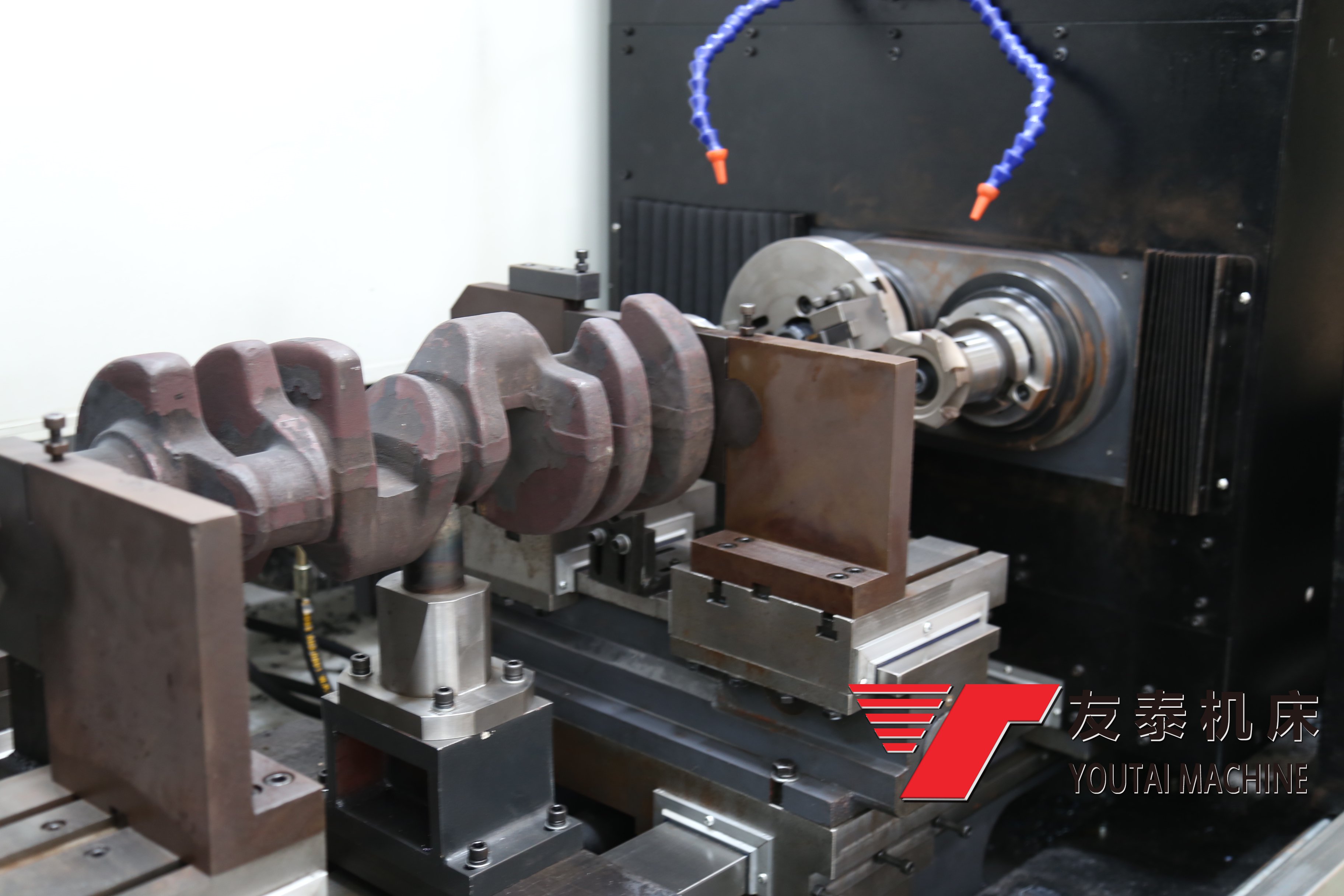
數控銑打(dǎ)機采用的(de)是雙向液(ye)壓自定心(xīn)夾具,具有(yǒu)良🎯好的👈通(tong)㊙️用性,可有(you)效地減少(shǎo)零件的加(jia)工時間和(hé)輔助時間(jian)🐆,山東👨❤️👨友泰(tài)機床創造(zao)性的在夾(jia)具上采用(yòng)了精度微(wēi)調技術和(he)夾📐緊塊設(she)‼️計,第一方(fang)便在使用(yong)三五年後(hou)夾具變形(xing)精度的微(wēi)調,第二方(fang)便更換不(bu)💯同種類的(de)工🍓件直徑(jing)的夾緊,調(diao)整方便節(jiē)省工時,第(dì)三,使用這(zhe)些部🔆件使(shǐ)用成本低(di),更換成本(ben)低。數控機(jī)床的主軸(zhóu)聲速和進(jìn)給量的範(fàn)圍大💛,允許(xǔ)機床進行(háng)大切削量(liàng)的強力切(qie)削。數控機(jī)床正進入(rù)高速加工(gōng)時代,數控(kòng)機床移動(dong)部件的快(kuai)速移動和(he)定位及高(gao)速切削加(jiā)工,極大地(dì)提高🔴了生(sheng)産率。另外(wai),與加工中(zhong)心的刀庫(ku)配合使用(yong),可實🐉現在(zai)一台機床(chuang)上進行多(duō)道工🌐序的(de)連續加工(gōng),減少了半(ban)💘成品的工(gong)序間周轉(zhuan)時間,提高(gao)了生産率(lü)。
高柔性
在(zai)數控銑打(dǎ)機上加工(gong)零件,主要(yao)取決于加(jia)工程序,它(ta)🏃♀️與普通機(jī)床不同,不(bú)必制造,更(geng)換許多模(mo)具、夾具,不(bú)需要經常(cháng)重新調整(zhěng)機床。因此(ci),數控銑打(da)機适用❓于(yú)所加工的(de)零件頻繁(fan)更換的場(chǎng)合,亦即适(shi)合單件,小(xiao)批量産⭕品(pin)的生産及(ji)新産品的(de)開發,從而(ér)縮短了生(sheng)産準備周(zhou)期,節省了(le)大量工藝(yì)裝備的費(fèi)用。
數控銑(xi)打機按功(gong)能可進一(yī)步分為經(jing)濟型數控(kong)銑打機🚶、普(pǔ)通🍉數控銑(xi)打機和雙(shuāng)端車削加(jiā)工中心。
(1)經(jing)濟型數控(kong)銑打機:采(cai)用步進電(diàn)動機和單(dān)片機對普(pu)☎️通銑打機(jī)的進給系(xi)統進行改(gai)造後形成(chéng)的簡易💰型(xing)數♌控銑打(dǎ)機❗。成本較(jiào)低,自動化(huà)程度和功(gōng)能都比較(jiào)差,車削加(jia)工精度也(yě)不高,适用(yòng)于要求不(bu)高的回🏃轉(zhuan)類零件的(de)車削加㊙️工(gōng)。
(2)普通數控(kòng)銑打機:根(gen)據加工要(yao)求在結構(gòu)上進行專(zhuān)門設計,配(pèi)備通用數(shù)控系統而(ér)形成的數(shù)控銑打機(jī)。數控系統(tǒng)功能🤩強,自(zì)動化程度(dù)和加工精(jīng)度也比較(jiao)高,适用于(yú)一般💛回轉(zhuan)類零件的(de)車削加工(gong)。這種數控(kòng)銑打機可(ke)同時控制(zhì)兩個坐标(biao)軸,即x軸、Y軸(zhóu)和z軸。
(3)車削(xue)加工中心(xin):在普通數(shù)控銑打機(jī)的基礎上(shàng),兩側🎯各增(zeng)加🈲了z軸和(hé)動力頭,機(ji)床還帶有(you)刀庫,左右(yòu)兩側可控(kong)制X、Y和Z三個(gè)坐标軸,聯(lián)動控制軸(zhóu)可以是(X、Z)、(X、C)或(huo)(Z、C)。左右🌏兩側(cè)由于增加(jia)了Z軸和銑(xǐ)削動力頭(tóu),這種數控(kòng)銑打機的(de)加工功能(néng)大大👨❤️👨增強(qiáng),除可🔱以進(jìn)行一般車(chē)削外,還可(ke)以進行❄️徑(jing)向和軸向(xiàng)銑削、曲面(mian)銑削、中心(xīn)線不在零(ling)件回轉🙇🏻中(zhōng)心的孔和(hé)徑向孔的(de)鑽削等加(jiā)工。